銷售服務熱線:
18439898777
銷售服務熱線:
18439898777

鄭州瑞恒機械制造有限公司
聯系人:王經理
電話:0371--64638777
手機:18439898777
郵箱:526926368@qq.com
地址:河南省鄭州市滎陽市310國道與廣武路交叉口南50米路西
網址:m.bebgw.com
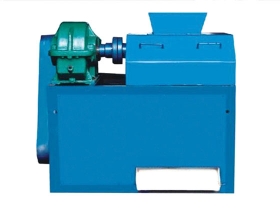
脆性物料被擠壓時,部分粒子被壓碎,細粉充填粒子間的空隙,在此情況下,新產生的表面上的自由化學鍵如不能迅速被來自周圍大氣的原子或分子所飽和,新生成的表面相互接觸,就會形成強有力的重組鍵。當塑性物料被擠壓時,粒子就會變形或流動,產生強有力的范德瓦斯引力。在擠壓過程的zui后階段,以壓力形成給系統的能量在粒子間的接觸點上形成熱點而使物料熔融、溫度下降和物料冷卻時就會形成固定橋。擠壓生成的大片厚5-20mm,表面密度為進料的1.5-3倍,大片再經打片、破碎、篩分后得 到需要的顆粒產品。

擠壓造粒機的拖尾問題:
所謂拖尾,就是粒子邊緣有些突出,切割邊緣就像曲棍球桿的形狀,它看起來像一個位于切口底部的污染物或者撕扯物。
其產生的原因是,切割裝置在此處沒能進行干脆利落的切割。一般情況下,從線料切粒機出來的正確切割粒子應該是一個直角圓柱體,從水下切粒機出來的正確切粒應該是一個近乎完 美的球形。
通常,不容易出現料末的材料也會因為拖尾而產生料末。假定所有的加工參數都經過了檢查,拖尾一般可能被診斷為切割問題。
對于線料切粒生產線而言,其解決方法是更換滾刀與底刀以提供嶄新且鋒利的切刃;或按照制造商手冊規定的數值重新確定設備間距。
對于水下切粒線而言,需要檢查模板與刀刃,以確保沒有刻痕,因為刻痕和溝槽常常引起拖尾。
以上是圓盤造粒機廠家鄭州瑞恒機械制造有限公司的小編整理總結的,希望對你有所幫助,如果你對此還有疑問,可以關注我們的官網查看更多有關信息,我們會按時更新有關咨詢。

手機官網

鄭州瑞恒機械制造有限公司
聯系人:王經理
電話:0371--64638777
手機:18439898777
地址:河南省鄭州市滎陽市310國道與廣武路交叉口南50米路西
 在線咨詢
在線咨詢